Cobaltaufnahme in nichtwassermischbaren Kühlschmierstoffen
Einführung
Cobalt (chem. Zeichen Co) gehört zur Gruppe der Schwermetalle, chemisch weist es eine nahe Verwandtschaft zu Eisen und Nickel auf und bildet mit diesen Elementen die Gruppe der Eisen-Metalle. Das reine Cobalt zeigt ähnlich wie Nickel und Eisen starken Metallglanz; es ist härter und fester als Stahl und außerordentlich zäh. Mit einem Schmelzpunkt von 1495°C besitzt es eine sehr hohe Warmfestigkeit. Physiologische Bedeutung besitzt Cobalt als essentielles Spurenelement; es ist Zentralatom im Vitamin B12, das hauptsächlich zur Bildung der roten Blutkörperchen benötigt wird. Der Tagesbedarf beim Menschen beträgt 3 mg Vitamin B12, dies entspricht einer Menge von 0,1 mg Co. Cobalt besitzt bei oraler Aufnahme für den Menschen eine relativ geringe Giftigkeit. Erst bei Dosierungen von 25–30 mg pro Tag tritt eine toxische Wirkung auf, die zu Haut- und Lungenerkrankungen, Magenbeschwerden, Leber-, Herz und Nierenschäden führt. Beim Einatmen und bei Hautkontakt ist eine Sensibilisierung möglich. Der MAK-Wert wurde 1980 ausgesetzt, da Co-Stäube und -Aerosole, auch die der schwerlöslichen Salze, sich im Tierversuch als carcinogen erwiesen haben (Liste A2 der krebserzeugenden Arbeitsstoffe). Die TRK in der cobaltverarbeitenden Industrie beträgt 0,5 mg/m3, sonst 0,1 mg/m3. Lösliche Cobalt(II)-Salze wurden in Form von einatembaren Stäuben und Aerosolen in die Kategorie 2 krebserzeugend (C: 2), Kategorie 3 erbgutverändernd (M: 3) und in die Kategorie 2 fortpflanzungsgefährdend (Fruchtbarkeit) (RF: 2) eingestuft. Diese Einstufungen gelten primär für wasserlösliche Cobaltsalze, ihre Relevanz für kohlenwasserstofflösliche Salze, z.B. Cobaltcarboxylate, ist bis dato nicht geklärt. Aufgrund seiner besonderen physikalischen Eigenschaften wird Cobalt als Legierungsbestandteil von Stählen verwendet, um deren Härte und Warmfestigkeit zu steigern:
In Konzentrationen von bis zu 15 % wird Cobalt in hochlegierten Stählen und Schnellarbeitsstählen eingesetzt, aus denen hochwarmfeste Werkzeuge für höchste Beanspruchungen hergestellt werden.
Sonderwerkstoffe wie einige hochtemperaturbeständige Nickelbasislegierungen (NIMONICı, UDIMETı für Ventile in Hochleistungs- Verbrennungsmotoren und für Düsentriebwerksturbinenteile) oder Cobaltbasislegierungen (Stellite für Werkzeuge, Vitallin für Knochen- und Zahnprothesen, UDIMETı) enthalten Cobalt in Konzentrationen bis über 50 %.
Hartmetalle und auch Cermets sind Verbundwerkstoffe aus Keramik und Metall. Sie bestehen aus einer weichen metallischen Bindephase (Cobalt oder Nickel) in die Karbide der Übergangsmetalle (z. B. W, Ti, Ta, Nb) eingebettet sind. Die Herstellung erfolgt auf pulvermetallurgischem Weg durch Sintern.
Kühlschmierstoffe für die Bearbeitung cobalthaltiger Materialien Die spanende Bearbeitung all dieser Werkstoffe beschränkt sich aufgrund der besonderen Festigkeit überwiegend auf Prozesse mit geometrisch nicht definierter Schneide, d.h. Schleif- und teilweise Hon- und Läppprozesse. Zur optimalen Gestaltung dieser Fertigungsprozesse im Bezug auf die Parameter Oberflächengüte der Werkstücke, Werkzeugverschleiß und Produktivität wird ein Kühlschmierstoff als Fertigungshilfsstoff verwendet. Dieser erfüllt die folgenden Aufgaben:
Vermeidung staubförmiger Emissionen durch Binden der entstehenden Cobaltstäube.
Verringerung der Reibung zwischen Werkstück und Werkzeug, Reduktion der entstehenden Reibungswärme. Dadurch Reduktion von Werkzeugverschleiß, Verbesserung der Oberflächenqualität am Werkstück und Vermeidung von Werkstoffgefügeänderungen.
Ableiten der durch Reibung und Verformungsarbeit des Spans entstehenden Wärme, Kühlung von Werkstück und Werkzeug.
Abtransport der beim Bearbeitungsprozess entstehenden Späne aus der Werkzeugeingriffszone, Freispülen der Werkzeuge, Transport der Späne zum Filter.
Schutz der Werkstücke, Werkzeuge und Anlagenteile vor Korrosion, Temperierung von Anlage und Werkstücken.
Wassermischbare Kühlschmierstoffe werden beispielsweise für das Flachschleifen von Hartmetallen verwendet. Beim Kontakt mit dem Hartmetall wird das metallische Cobalt in Ionenform herausgelöst und reichert sich im Kühlschmierstoff an. Neben der Schädigung der Metalloberfläche insbesondere bei Hartmetallen kann dieser Effekt auch eine hohe Belastung des Maschinenpersonals durch die Cobaltsalze bewirken, die durch Hautkontakt oder durch das Einatmen des Kühlschmierstoffaerosols in den Körper aufgenommen werden. Zur Verringerung bzw. Vermeidung dieser Gefahren sind wassermischbare Kühlschmierstoffe speziell für das Schleifen von Hartmetallen und cobalthaltigen Stählen erhältlich, die aufgrund ihrer Zusammensetzung das Herauslösen von Cobalt aus dem Werkstückmaterial und seine Anreicherung im Kühlschmierstoff weitgehend verhindern. Im Einzelnen bedeutet dies, dass diese Kühlschmierkonzentrate möglichst keinerlei Amine enthalten und gegen das in Lösung gehen von Cobalt inhibiert sein sollten. Da die Inhaltsstoffe emulgierbarer Kühlschmierstoffe sehr stark zu Cobaltleaching neigen und auch kaum ausreichend inhibiert werden können, setzt man für die Bearbeitung cobalthaltiger Werkstoffe überwiegend wasserlösliche Produkte ein. Nachteilig bei der Verwendung wassermischbarer Kühlschmierstoffe ist aber die starke Verschmutzung der Maschine. Auch die regelmäßige Überwachung des Zustandes der Kühlschmierlösung, die erforderlichen Pflegemaßnahmen und die begrenzte Haltbarkeit in der Maschine führen zu einem gesteigerten Zeit- und Kostenaufwand. Weiterhin ist die Hautverträglichkeit der alkalisch eingestellten, mit Konservierungsmitteln versetzten Produkte mitunter eher als mäßig anzusehen. Zur Vermeidung dieser Probleme sowie generell bei steigenden Zeitspanvolumina und höheren Schleifgeschwindigkeiten kommen überwiegend nichtwassermischbare Kühlschmierstoffe mit ausgeprägten reibungsmindernden Eigenschaften zum Einsatz. Insbesondere beim Hochleistungsschleifen (HSG, High Speed Grinding) von cobalthaltigen Stählen und Sonderlegierungen mit Schnittgeschwindigkeiten von 60 bis über 200 m/s, Vorschubgeschwindigkeiten von 1 bis 10 m/min und Zeitspanvolumina bis zu 1.000 m3/mm*s unter Berücksichtigung hoher Oberflächengüte und Formgenauigkeit können mit wassergemischten Produkten kaum befriedigende Bearbeitungsergebnisse erzielt werden. Die hier als Kühlschmierstoffe verwendeten Schleiföle können sowohl auf der Basis synthetischer oder nativer Ester aufgebaut sein als auch Mineralöle, Hydrocracköle oder synthetische Kohlenwasserstoffe als Basisflüssigkeiten enthalten. Zur Verringerung der Reibung zwischen Werkzeug und Werkstück, zur Verminderung von Werkzeugverschleiß und zur Steigerung der Oberflächengüte am bearbeiteten Werkstück werden Additive unterschiedlichster Art zugesetzt. In einem wasserfreien Medium laufen gewöhnliche Korrosionsreaktionen nicht oder nur noch sehr langsam ab. Untersuchungen zur Anreicherung von Cobalt in nichtwassermischbaren Kühlschmierstoffen sind bisher kaum bekannt geworden. Die Analyse unterschiedlicher Hartmetallschleiföle aus dem industriellen Einsatz zeigte aber nach einer Gebrauchsdauer von 6 bis 30 Monaten teilweise hohe Konzentrationen von Cobalt (Tabelle 1).
Tabelle 1: Cobaltkonzentration in nichtwassermischbaren Kühlschmierstoffen aus dem betrieblichen Einsatz
| Beschreibung des Kühlschmierstoffes | Einsatzdauer | Konzentration an Cobalt |
| Metallbearbeitungsöl, zum Schleifen von Hartmetall eingesetzt. | ca. 30 Monate | 12 ppm |
| Metallbearbeitungsöl auf Mineralölbasis, zum Schleifen von Hartmetall verwendet. | ca. 24 Monate | 240 ppm |
| Honöl auf Pflanzenölbasis, zum Honen von Hartmetall eingesetzt. | ca. 8 Monate | 166 ppm |
| Schleiföl auf Basis von Hydrocracköl, laut Herstellerangaben für die Stahlbearbeitung geeignet, zum Schleifen von NIMONIC verwendet. | ca. 12 Monate | 48 ppm |
| Biologisch gut abbaubares Hydrauliköl auf Pflanzenölbasis, zur Hartmetallbearbeitung verwendet. | Unbekannt | 490 ppm |
| Hartmetallschleiföl auf Mineralölbasis. | ca. 20 Monate | 87 ppm |
| Hartmetallschleiföl auf PAO-Basis. | ca. 18 Monate | 4 ppm |
Testanordnung zur Untersuchung der Cobaltaufnahme
Um die Neigung zur Cobaltaufnahme und ihre Ursache genauer zu untersuchen, wurden unterschiedliche Basisöle und Additive in einem einfachen Test auf ihren Hang zur Cobaltanreicherung geprüft. Weiterhin wurden diverse Buntmetallinhibitoren auf ihre Wirksamkeit zur Vermeidung von Cobaltleaching getestet. Zur Durchführung der Tests wurden die zu untersuchenden Basisöle mit pulverförmigem reinen Cobalt versetzt und mit Hilfe eines beheizbaren Magnetrührers für die gesamte Testdauer unter Rühren auf 100°C erwärmt (Bild 1). Die Dauer der Erwärmung betrug in der Regel 168 Stunden, in einigen Fällen wurde eine Dauer von 336 Stunden gewählt. Anschließend wurden die Proben durch einen Membranfilter mit einer Porenweite von 0,2 μm filtriert, um das Cobaltpulver abzutrennen. In den erhaltenen Lösungen wurde die Konzentration von Cobaltionen mittels Röntgenfluoreszenzanalyse (RFA) bestimmt.
Die Röntgenfluoreszenzanalysetechnik erzeugt ein Spektrum durch die Wechselwirkung zwischen Materie und Röntgenstrahlung. In einem ersten Schritt werden die Atome ionisiert, d.h. aus einer der inneren Schalen des Atoms wird ein Elektron herausgeschlagen. Die so entstandene Lücke wird in einem zweiten Schritt durch ein Elektron aus einer äußeren Schale wieder geschlossen, die dabei freiwerdende Energie wird in Form eines Röntgenquants emittiert, dessen Energie elementspezifisch ist. Das für die Messungen verwendete energiedispersive Röntgenfluoreszenzspektrometer „XEPOS“ der Firma SPECTRO misst simultan die emittierte Fluoreszenzstrahlung mit Hilfe eines Halbleiterdetektors und zerlegt sie entsprechend ihrer Energie. Die Nachweisempfindlichkeit für Cobalt im nicht wässrigen Medium beträgt nach Erstellung einer spezifischen Eichkurve ca. 2 ppm.
Die gewählte Temperatur von 100°C bei der Versuchsd urchführung weicht auf den ersten Blick deutlich von den in der Praxis vorherrschenden Bedingungen ab. Es zeigte sich aber, dass bei dieser Temperatur prinzipiell die gleichen Reaktionen ablaufen wie bei Raumtemperatur, allerdings war die Reaktionsgeschwindigkeit um ein vielfaches höher, was eine Verkürzung der Testdauer ermöglichte. Auch ist bekannt, dass bei der Zerspanung lokal kurzzeitig noch deutlich höhere Temperaturen auftreten. Letztlich deckten sich die erhaltenen Ergebnisse sowie auch die beobachteten Veränderungen in den Infrarotspektren der Proben mit den Messungen an Kühlschmierstoffproben aus der Praxis.
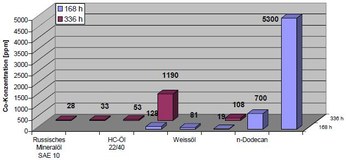
In einer ersten Versuchsreihe wurden Basisflüssigkeiten unterschiedlicher chemischer Struktur, welche mehr oder weniger häufig in nichtwassermischbaren Kühlschmierstoffen verwendet werden, auf ihre Neigung zur Aufnahme von Cobalt getestet (Bild 2, 6):
Als Mineralölraffinate werden die direkt aus Erdöl gewonnenen Kohlenwasserstoffe bezeichnet. Sie bilden derzeit, in erster Linie aus wirtschaftlichen Gründen, noch den Hauptanteil der verwendeten Basisflüssigkeiten. Mit Hilfe verschiedener physikalischer (Destillation, Extraktion) und chemischer (Hydrierung) Verfahren werden aus dem Rohöl Mineralölfraktionen gewonnen, die überwiegend aus gesättigten Kohlenwasserstoffen von geradkettiger, verzweigter oder cyclischer Struktur bestehen. Aus toxikologischen Gründen unerwünscht sind die ungesättigten cyclischen und polycyclischen Aromaten. Diese Stoffe werden wie der im Rohöl enthaltene Schwefel durch die heute üblichen Raffinationsverfahren je nach Qualität teilweise, aber nicht vollständig entfernt. Die in Westeuropa verwendeten Solventraffinate enthalten aromatische Verbindungen in Konzentrationen zwischen 2 und 10 Gew.%, die Konzentration an polycyclischen Aromaten beträgt, bestimmt am DMSOExtrakt, zumeist deutlich weniger als 3 %.
Weißöle sind besonders stark ausraffinierte, wasserhelle bis schwach gelblich gefärbte Mineralöle. Sie bestehen fast ausschließlich aus Alkanen und Cycloalkanen, alle ungesättigten und aromatischen Verbindungen wurden durch die aufwändige Raffination entfernt.
Eine Methode zur Veredelung der Erdölkohlenwasserstoffe besteht in der Herstellung von Hydrocrackölen. Dazu werden Rohparaffin oder auch der Rückstand der Vakuumdestillation in Gegenwart von Wasserstoff und mit Hilfe von Katalysatoren bei Temperaturen bis zu 450°C und Drücken bis zu 300 bar in kürzere Moleküle gespalten. Gleichzeitig erfolgt eine Spaltung und Hydrierung der enthaltenen aromatischen Verbindungen, der Aromatengehalt von Hydrocrackölen ist daher deutlich geringer als der vergleichbarer Mineralöle. Ein weiterer Vorteil der Hydrocracköle liegt in ihrer geringeren Verdampfungs- und Vernebelungsneigung aufgrund der homogeneren Molekülgrößenverteilung, durch die Kohlenwasserstoffemissionen am Arbeitsplatz reduziert werden können.
Für Hochleistungs-Kühlschmierstoffe werden vermehrt Polyalphaolefine (kurz PAO´s) als Basisflüssigkeiten verwendet. Diese werden synthetisch aus dem gasförmigen Kohlenwasserstoff Ethen hergestellt und weisen sich durch eine minimale Verdunstung, einen hohen Flammpunkt bei niedriger Viskosität, einen hohen Viskositätsindex sowie eine ausgezeichnete Scher- und Alterungsstabilität aus. Aromatische Kohlenwasserstoffe oder ungesättigte Verbindungen sind in diesen Produkten nicht enthalten.
Neben den Kohlenwasserstoffen werden auch Carbonsäureester („Esteröle“), insbesondere als Basisflüssigkeiten für biologisch gut abbaubare oder besonders hautverträgliche und verdampfungsarme Kühlschmierstoffe verwendet. Diese können in synthetische Produkte und solche natürlichen Ursprungs (Pflanzenöle, tierische Fette) unterteilt werden. Natürliche Ester sind gut biologisch abbaubar, allerdings ist ihre Alterungsbeständigkeit nur mäßig. Die Oxidationsstabilität von Schmierstoffen auf der Basis synthetischer Ester ist bei geeigneter Auswahl wesentlich besser, da hier gesättigte Produkte von hohem Reinheitsgrad verfügbar sind.
Vor allem für die Minimalmengenkühlschmierung werden in letzter Zeit oftmals Fettalkohole verwendet. Diese langkettigen Alkohole sind mit verzweigter oder linearer Struktur, gesättigt oder ungesättigt erhältlich. Weitere Additive werden zumeist nicht zugesetzt. Ihre Verdampfungsneigung ist vergleichsweise hoch, so dass bei ihrer Verwendung ein gewisser Kühleffekt erzielt werden kann.
Kohlenwasserstoffe
Um Einflüsse durch Verunreinigungen auszuschließen, wurden noch zwei chemisch reine Verbindungen, das gesättigte lineare n-Dodecan und das ebenfalls unverzweigte, einfach ungesättigte 1-Decen in die Versuchsreihe aufgenommen.

Offenbar steht die Neigung der Kohlenwasserstoff-Basisflüssigkeiten zur Cobaltaufnahme in einem direkten Zusammenhang zu deren Raffinationsgrad. So nimmt z.B. das Mineralöl aus russischer Produktion, welches ca. 10 % Aromaten und nahezu 2000 ppm Schwefel enthält, selbst nach 336 Stunden Testdauer viel weniger Cobalt auf als ein medizinisches Weißöl oder ein Hydrocracköl hoher Qualität nach 168 Stunden.
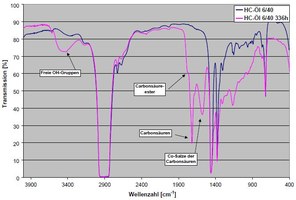
Die Infrarotspektren der Proben zeigen eine mit steigendem Cobaltgehalt intensiver werdende Carboxybande, welche die Anwesenheit von Carbonsäuren anzeigt. Bei sehr hohen Cobaltkonzentrationen erkennt man zusätzlich die Cobaltsalze dieser Carbonsäuren (Bild 3). Dies lässt vermuten, dass zunächst eine Oxidation der Kohlenwasserstoffverbindungen bis hin zu Carbonsäuren stattfindet. Freie Carbonsäuren, dies konnte durch entsprechende Untersuchungen nachgewiesen werden, lösen Cobalt bereits bei Raumtemperatur bis zu einem Molverhältnis von 0,5, d.h. jeweils 2 Mol Carbonsäure lösen 1 Mol Cobalt als Co2+-Ion. Der dabei ablaufende Reaktionsmechanismus ist vergleichbar mit dem Auflösen des Cobaltmetalles in der wässrigen Lösung einer Mineralsäure:
Allerdings liegt im wasserfreien Medium nur ein äußerst geringer Teil der Carbonsäuren in dissoziierter Form vor, die Reaktion läuft daher sehr langsam ab.

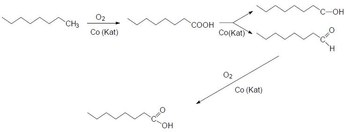
Diese Oxidation von Kohlenwasserstoffen an Luft mit Hilfe von Cobalt-Katalysatoren wird bereits seit 1940 in der chemischen Industrie durchgeführt. Unter kontrollierten Bedingungen werden dort z.B. Cyclohexanon und Cyclohexanol aus Cyclohexan hergestellt, die entstandenen Ketone und Alkohole sind aber leichter oxidierbar als der Kohlenwasserstoff, so dass unter nicht genügend kontrollierten Bedingungen Carbonsäuren (hier Adipinsäure) entstehen. Analog verläuft die Oxidation der n- und iso-Alkane, wobei über ein Hydroperoxid als Zwischenstufe zunächst aliphatische Alkohole und Aldehyde entstehen, welche weiteroxidiert werden zu Carbonsäuren (Bild 4).
Prinzipiell handelt es sich hier um einen Radikalkettenmechanismus. Sowohl aromatische Kohlenwasserstoffe als auch einige organische Schwefelverbindungen können als Radikalfänger den Abbruch der Kettenreaktion bewirken, d.h. sie wirken als Antioxidantien. Somit wird die geringe Oxidation der schlechter raffinierten Basisöle, welche diese Verbindungen in hoher Konzentration enthalten, erklärbar. Sie nehmen in der Folge auch weniger Cobalt auf als die besonders reinen, aber weniger oxidationsresistenten Weißöle, Hydrocracköle und Polyalphaolefine. Auch die chemische Struktur dieser Verbindungen hat einen Einfluss auf ihre Oxidierbarkeit, dies zeigen die deutlichen Unterschiede in der Cobaltaufnahme der letztgenannten Verbindungen. Insbesondere das chemisch reine n-Dodecan ist aufgrund der völligen Abwesenheit von Verunreinigungen, welche als Antioxidantien wirken könnten sowie durch seine lineare Struktur sehr leicht oxidierbar und nimmt hohe Konzentrationen an Cobalt auf.
Die sukzessive entstehenden Alkohole reagieren zum Teil auch mit den bereits vorhandenen Carbonsäuren zu Carbonsäureestern, diese Kondensationsreaktion bewirkt die ebenfalls im Infrarotspektrum erkennbare Bande bei ca. 1760 cm-1.
Mit steigender Konzentration an Carbonsäuren wird auch vermehrt Cobalt gelöst, was wiederum zu einer Beschleunigung der Oxidationsreaktion führt. Dies zeigt sich am Beispiel des Hydrocracköls HC 6/40, welches nach 168 Stunden 128 ppm, nach 336 Stunden aber mit 1190 ppm bereits die siebenfache Menge an Cobalt aufgenommen hatte. In mehreren Blindversuchen wurden Öle ohne Zugabe von Cobaltpulver über die Dauer von 168 Stunden auf 100°C erhitzt. Ohne die katalytische Wirkung des Cobalt waren im IR-Spektrum deutlich geringere Konzentrationen von Carbonsäuren nachweisbar.
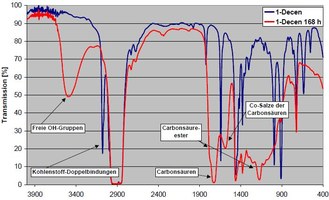
Die höchste Cobaltaufnahme der geprüften Kohlenwasserstoffe war bei dem einfach ungesättigten 1-Decen zu beobachten. Dies wird durch die endständige Doppelbindung im Molekül verursacht, welche im Gegensatz zu Doppelbindungen im Molekül keine Radikale auffängt sondern sehr leicht durch eine Additionsreaktion Sauerstoff aufnimmt und eine Alkoholgruppe formt. Diese ist wie oben beschrieben leicht oxidierbar. Entsprechend erkennt man im IR-Spektrum (Bild 5) nach 168 h das nahezu völlige Verschwinden der Bande, die die Kohlenstoffdoppelbindung anzeigt und im Gegenzug das Erscheinen der freien OH-Gruppen des Alkohols sowie Carbonsäuren und deren Cobaltsalze und Carbonsäureester aus der Kondensationsreaktion aus Alkohol und Carbonsäure.
Zusatz von Antioxidantien
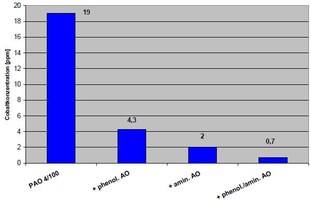
Trotz ihrer geringen Neigung zur Cobaltaufnahme ist es selbstverständlich nicht ratsam, nicht wassermischbare Kühlschmierstoffe zur Bearbeitung cobalthaltiger Werkstoffe auf der Basis schlecht raffinierter Mineralöle herzustellen. Sowohl der deutlich höhere Aromatengehalt als auch die hohe Verdampfungs- und Vernebelungsneigung, die schlechtere Hautverträglichkeit sowie die Geruchsbelästigung bei der Verwendung dieser Produkte würden neben ihren technologischen Nachteilen besonders einen deutlichen Rückschritt hinsichtlich des Gesundheitsschutzes am Arbeitsplatz bedeuten. Es lag daher nahe zu prüfen, ob durch den Zusatz geeigneter Antioxidantien die Oxidation der Basisflüssigkeiten soweit verhindert werden kann, dass sich dies auch signifikant auf die Cobaltaufnahme der Verbindungen auswirkt (Bild 6).
Sogenannte primäre Antioxidantien wirken als Radikalfänger, bewirken einen Abbruch der Reaktionskette und verhindern so weitere Oxidation[1]. Sie stellen überwiegend sterisch gehinderte Phenole oder aromatische Amine dar. Beide haben die Fähigkeit, Alkylradikale und Peroxiradikale zu binden und damit zu neutralisieren. Phenolische Antioxidantien werden bevorzugt für niedrige Temperaturbereiche eingesetzt (ca. bis 150°C), im Hochtemperaturbereich verwendet man aminische Antioxidantien.
Bereits durch die Zugabe eines phenolischen Antioxidants wurde die Cobaltkonzentration in einem PAO 4 nach Testende um nahezu 80 % gesenkt. Als noch effektiver erwies sich das aminische Antioxidant, mit dessen Hilfe die Cobaltaufnahme um fast 90 % reduziert werden konnte. Die Kombination der beiden Antioxidantien wirkte synergistisch und verringerte den Cobaltleaching Effekt auf weniger als 5 %.
Ester und Alkohole
Die Neigung der getesteten Carbonsäureester und Alkohole zum Cobaltleaching war vor allem abhängig von deren Jodzahl (Jz) bzw. dem Gehalt an ungesättigten Verbindungen. Die Substanzen mit einer hohen Jodzahl bzw. einer größeren Anzahl von Doppelbindungen im Molekül (Pflanzenöl, RME) nahmen deutlich weniger Cobalt auf als das tierische Öl mit geringerer Jodzahl und als die synthetischen Ester / Alkohole, welche vollständig gesättigt waren (Bild 7). Dieser Effekt lässt sich wiederum durch die radikalbindende, d.h. antioxidative Wirkung von nicht endständigen Doppelbindungen erklären.
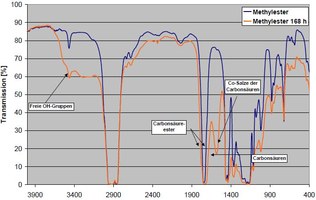
Die Aufnahme von Cobalt erfolgt bei den Carbonsäureestern nicht durch die Spaltung der Esterbindung und nachfolgender Reaktion der erhaltenen Carbonsäure mit dem Cobaltmetall. Dies lässt sich am Beispiel des synthetischen Methylesters bei Betrachtung des IR-Spektrums erkennen, welches nach Testende keine Abschwächung der für die Estergruppe typischen Bande bei ca. 1750 cm-1 (Bild 8). Die Verbreiterung dieser Bande sowie das Auftauchen von zusätzlichen Banden, welche signifikant sind für freie OH-Gruppen, Carbonsäuren und Cobaltsalze dieser Carbonsäuren, lassen auf einen Reaktionsmechanismus analog zu dem der Kohlenwasserstoffe schließen. Vermutlich sind es die Alkylenden der Estermoleküle, welche unter Versuchsbedingungen zu Carbonsäuren oxidiert werden und das Cobalt lösen.
Auch die molekulare Struktur des Esters nimmt Einfluss auf den Grad der Cobaltaufnahme. In Abhängigkeit von Länge, Verzweigungsgrad und Anzahl der Alkylgruppen im Estermolekül erfolgt deren Oxidation und nachfolgende Cobaltanreicherung in unterschiedlichem Maße. Hier kann in Abhängigkeit von der Molekülstruktur von einer sterischen Hinderung der Oxidationsreaktion ausgegangenwerden.
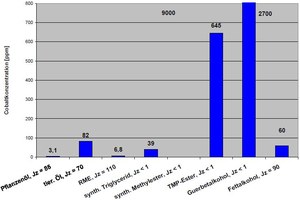
Der gesättigte verzweigte Fettalkohol, ein sogenannter Guerbetalkohol, besitzt eine Seitenkette in α-Stellung zur OH-Gruppe. Nach Abbau z.B. unter thermischer Belastung wird daraus eine endständige Doppelbindung, welche unter den gewählten Bedingungen leicht zur Carbonsäure oxidierbar ist, die wiederum eine hohe Konzentration an Cobalt aufnimmt. Der ungesättigte Fettalkohol hingegen erhält durch die im Molekül vorhandenen, nicht endständigen Doppelbindungen wie bereits beschrieben einen gewissen Schutz vor Oxidation, dies führt zu der vergleichsweise geringen Cobaltkonzentration nach Testende.
Additive für Schmierstoffe
Die Mehrzahl der Metallbearbeitungsöle, insbesondere wenn sie für die Zerspanung schwer bearbeitbarer Werkstoffe konzipiert wurde, enthält verschiedene Additive. Diese sollen die Reibung zwischen Werkstück und Werkzeug minimieren (Reibwertverringerer, „Friction Modifier“), durch Reaktion mit Metalloberflächen plastisch deformierbare Schichten bilden, welche den Verschleiß zwischen den tribologisch beanspruchten Grundkörpern vermindern (Verschleißschutzadditive, „Anti Wear Additive“) oder mit Metalloberflächen zu Verbindungen mit geringerer Scherfestigkeit reagieren und so Mikroverschweißungen zwischen den Metalloberflächen bei hohem Druck und hohen Temperaturen verhindern (Hochdruck Additive, „Extreme Pressure Additive“). Um diese Ziele zu erreichen, werden unterschiedlichste chemische Verbindungen verwendet. Als Reibwertverringerer werden neben den bereits genannten natürlichen oder synthetischen Carbonsäureestern und Fettalkoholen auch freie Carbonsäuren oder deren aminneutralisierte Salze eingesetzt. Verschleißschutzadditive sind meist organische Phosphorverbindungen. Neben Dialkyldithiophosphaten, die als Zentralatom bzw. - molekül Zink, Molybdän oder Amine enthalten, werden öllösliche Ester der Phosphorsäure in verschiedenen Modifikationen (teilweise verestert und mit organischen Basen neutralisiert oder vollständig verestert) zur Minderung von Verschleiß verwendet. Als Extreme Pressure (EP-) Additive sind vor allem Schwefelverbindungen (geschwefelte Ester und Olefine) und nicht neutralisierte Phosphorsäurepartialester bekannt.
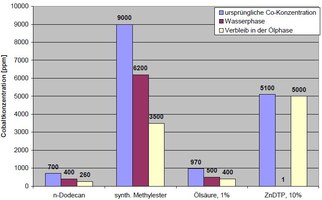
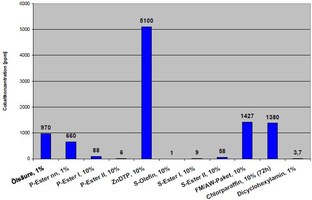
In unserer nächsten Testreihe wurden beispielhaft Vertreter der genannten Additivgruppen für die Versuche in Konzentrationen zwischen 1 und 10 Gew.% in einem Polyalphaolefin gelöst (Bild 9). Als Muster für einen Reibwertverringerer wurde Ölsäure, als Verschleißschutzadditive wurden zwei neutrale Phosphorsäureester und ein Zinkdialkyldithiophosphat sowie ein handelsübliches FM/AW-Paket für Industriehydrauliköle für die Versuche zum Cobaltleaching ausgewählt. Beispielhaft für Additive mit EPCharakter wurden ein nichtneutralisierter Phosphorsäureester, zwei geschwefelte Carbonsäureester sowie ein geschwefeltes Olefin und ein Chlorparaffin geprüft. Zusätzlich wurde das Dicyclohexylamin aus der Klasse der Korrosionsschutzverbindungen getestet, um die Cobaltaufnahme von Aminverbindungen im wasserfreien Milieu bewerten zu können.
Wie erwartet, zeigen saure Verbindungen (Ölsäure, nicht neutralisierter Phosphorsäurepartialester) eine starke Neigung, Cobalt aufzunehmen. Bei neutralen Phosphorsäureestern ist das Ausmaß der Cobaltaufnahme abhängig von ihrer Molekülstruktur. Besonders augenfällig ist die hohe Cobaltkonzentration in den Proben, welche das Zinkdialkyldithiophosphat und das ebenfalls zum Teil aus ZnDTP bestehende FM/AW-Paket enthalten. Vermutlich ist hier ein Austausch der Zn2+- Zentralionen gegen Co2+-Ionen im Dialkyldithiophosphatgerüst erfolgt. Geschwefelte Carbonsäureester weisen in Abhängigkeit von ihrer Struktur eine unterschiedliche, insgesamt aber geringe Tendenz zum Cobaltleaching auf, das geschwefelte Olefin verhält sich hier vollkommen passiv. Chlorparaffine spalten unter thermischem Einfluss sukzessive Chlorwasserstoff ab. Dieser wirkt wie eine starke anorganische Säure und löst innerhalb kurzer Zeit größere Mengen an Cobalt. Im Gegensatz zu Aminverbindungen im wasserhaltigen Medium wirkt das Dicyclohexylamin nicht komplexierend für Cobaltionen, eine Anreicherung von Cobalt findet nicht statt.
Inhibitoren gegen die Cobaltaufnahme
Im Bereich der wassermischbaren Kühlschmierstoffe werden Buntmetallinhibitoren oftmals auch verwendet, um die Aufnahme von Cobalt z.B. bei der Hartmetallbearbeitung zu verhindern. Vergleichbare Verbindungen sind auch für den Einsatz in nicht wassermischbaren Kühlschmierstoffen verfügbar. Nach Wirkungsprinzip unterscheidet man verschiedene Gruppen von Inhibitoren:
- Filmbildner bilden auf der Metalloberfläche einen passivierenden Schutzfilm, der die Auslösung von Metallionen verhindert. Typische Beispiele dieser Substanzklasse sind das Benzotriazol und Toluyltriazol sowie ihre Derivate, die zusätzlich auch komplexierend wirken.
- Chelatbildner (z.B. N,N’-Disalicylidenverbindungen) bilden zusammen mit den Metallionen sehr stabile Komplexe, die in der Basisflüssigkeit nicht löslich sind und zu Boden sinken bzw. abfiltriert werden können.
- Thiadiazolverbindungen verhindern die korrosive Reaktion von Schwefelverbindungen mit Kupfer durch Einbindung der reaktiven Schwefelionen in ihre Molekülstruktur. Ihre Wirksamkeit als Cobaltinhibitoren ist fraglich.
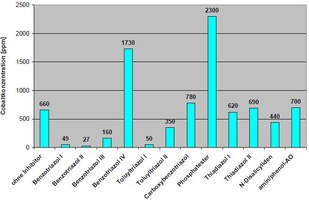
Zur Prüfung der Inhibitoren wurde das zuvor geschilderte Testverfahren geringfügig verändert. Die Inhibitorsubstanzen wurden in immer gleicher Wirkstoffkonzentration in einem SN 150 Mineralöl gelöst. Nach Zugabe einer Verbindung mit hohem Cobaltlösevermögen und von Cobaltpulver wurden die Proben für die Dauer von 24 h auf 100°C erwärmt. Nach ihrem Abkühlen wurde filtri ert und anschließend die Konzentration an Cobalt im Öl mittels RFA bestimmt (Bild 10). Zusätzlich wurde auch in diese Testreihe eine Kombination aminischer und phenolischer Antioxidantien einbezogen, um die Wirkung von Antioxidantien unter den geschilderten Versuchsbedingungen zu prüfen.
Die Derivate von Benzotriazol und Toluyltriazol zeigen allein eine deutliche Wirkung in der Verringerung des Cobaltleaching Effekts. Bei Auswahl der optimal geeigneten Verbindung ist hier eine Reduktion der Cobaltaufnahme von mehr als 95 % möglich. Andere Verbindungen dieses Typus scheinen die Cobaltaufnahme hingegen stark zu forcieren. Das chelatkomplexbildende N,N’-Disalicyliden hat lediglich eine geringe Wirkung, die Thiadiazole, welche aktive Schwefelverbindungen neutralisieren, bleiben hier naturgemäß wirkungslos. Auch die nachträgliche Zugabe von aminischen / phenolischen Antioxidantien zeigt keinerlei Effekt, wenn die Cobalt lösenden sauren Verbindungen bereits vorhanden sind. Der Phosphatester, dessen Wirkung bereits als Buntmetallinhibitor eher zweifelhaft war, zeigt hier durch starkes Cobaltleaching einen antagonistischen Effekt.
In einem weiteren Versuch wurden den oben beschriebenen Lösungen Graugussspäne zugesetzt, um den entstandenen Cobaltkomplexen ein geeignetes Substrat zur Anlagerung zu bieten. Dies führte aber auch nach weiteren 168 h zu keiner messbaren Verringerung der Cobaltkonzentrationen in den Prüfsubstanzen.
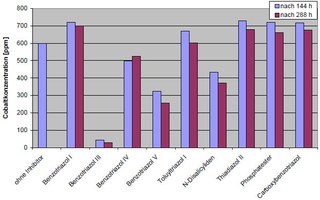
In einer ergänzenden Testreihe wurde geprüft, ob eine hohe Konzentration von Cobalt in einem Kühlschmierstoff durch Zugabe eines geeigneten Inhibitors auch nachträglich ausgefällt werden kann (Bild 11). Zu diesem Zweck wurden ein Mineralöl mit einer Verbindung mit hohem Cobaltlösevermögen und Cobaltpulver für die Dauer von 24 h auf 100°C erwärmt. Nach dem Abkü hlen der Lösung, die eine Cobaltkonzentration von 600 ppm aufwies, wurden verschiedene Inhibitoren zugegeben und die Cobaltkonzentrationen nach der Lagerung über 144 h und 288 h bei Raumtemperatur nach Filtration mittels RFA bestimmt.
Auch hier zeigte sich, dass die filmbildenden Benzotriazolderivate, welche auch komplexbildende Eigenschaften besitzen, die beste Wirksamkeit haben. Allerdings sind hier andere Verbindungen wirksam als bei dem vorangegangenen Test, so dass die Vermutung nahe liegt, dass bei dieser Prüfanordnung zur nachträglichen Ausfällung von Cobalt andere Eigenschaften, z.B. die Stabilität des Cobalt- Benzotriazol-Komplexes maßgeblich sind.
Wasserlöslichkeit der Cobaltverbindungen
Im Hinblick auf die Einstufung wasserlöslicher Cobalt(II)-Salze als krebserzeugend (C: 2), erbgutverändernd (M: 3) und fortpflanzungsgefährdend (RF: 2) wurde als letztes geprüft, ob die während der Versuchsreihen erzeugten Cobaltverbindungen ebenfalls wasserlöslich sind. Dies erfolgte durch einfaches Ausschütteln einiger Proben mit entionisiertem Wasser über mehrere Stunden (Bild 12).
Die durch die Reaktion mit Carbonsäuren (durch Oxidation von Alkylgruppen oder als Additive zugesetzt) erhaltenen Cobaltcarboxylate sammeln sich zu mehr als 50 % in der Wasserphase an, die maximal gefundene Konzentration betrug 6200 ppm. Eine Ausnahme bildet das Zinkdialkyldithiophosphat, bei dem vermutlich das Zinkion durch ein Cobaltion ausgetauscht wurde. Dialkyldithiophosphate unterliegen zwar allgemein der Hydrolyse, die gewählte Testdauer reichte dazu aber vermutlich nicht aus, so dass keine Anreicherung von Cobalt in der Wasserphase statt fand.
Zusammenfassung der Ergebnisse
Sicherlich ist die Quantität der Cobaltaufnahme in nicht wassermischbaren Kühlschmierstoffen auch abhängig von der Qualität der Filtration des Mediums, d.h. von der Verweildauer der cobalthaltigen Späne im Kühlschmierstoffkreislauf. Auch die Temperatur des Kühlschmierstoffes sowie andere Faktoren (UV-Licht, Verunreinigungen im Kühlschmierstoff,…) beeinflussen das Cobaltleaching.
Ein wichtiger Faktor zur Vermeidung hoher Cobaltkonzentrationen in nicht wassermischbaren Kühlschmierstoffen zur Bearbeitung cobalthaltiger Werkstoffe ist aber bereits die gezielte Auswahl von Basisflüssigkeiten und Additiven unter dem Gesichtspunkt ihres Cobaltlösevermögens.
Die Oxidationsanfälligkeit hochwertiger Basisöle, welche sowohl aus technologischer Sicht als auch für den Schutz der Gesundheit am Arbeitsplatz deutliche Vorteile bieten, kann durch die Zugabe von Antioxidantien verringert werden. Diese Maßnahme reduziert in Folge auch ihre Cobaltaufnahme.
Durch die Verwendung geeigneter Inhibitoren kann die Lösung von Cobalt im Kühlschmierstoff noch weiter verringert werden.
All diese Maßnahmen erscheinen besonders wichtig bei Berücksichtigung der Tatsache, dass zumindest ein Teil der sich in Kühlschmierstoffen anreichernden Cobaltverbindungen wasserlöslich und damit aus toxikologischer Sicht höchst problematisch ist. Über die nicht wasserlöslichen Cobaltverbindungen liegen diesbezüglich noch keine Erkenntnisse vor.
In jedem Falle zeigen die erhaltenen Versuchsergebnisse, dass es möglich ist, durch die Verwendung von Basisflüssigkeiten und Additiven, welche hinsichtlich ihrer Neigung zum Cobaltleaching optimal ausgewählt wurden, einen nicht wassermischbaren Kühlschmierstoff herzustellen, welcher neben optimalen Bearbeitungsergebnissen bei der Zerspanung cobalthaltiger Werkstoffe auch einen Beitrag liefert zur Verringerung der gesundheitlichen Belastung am Arbeitsplatz.
______________________________
[1] Gegner, E.: Oxidations- und Korrosionsinhibitoren. In: Bartz, W.J.: Additive für Schmierstoffe.
Expert Verlag 1994